



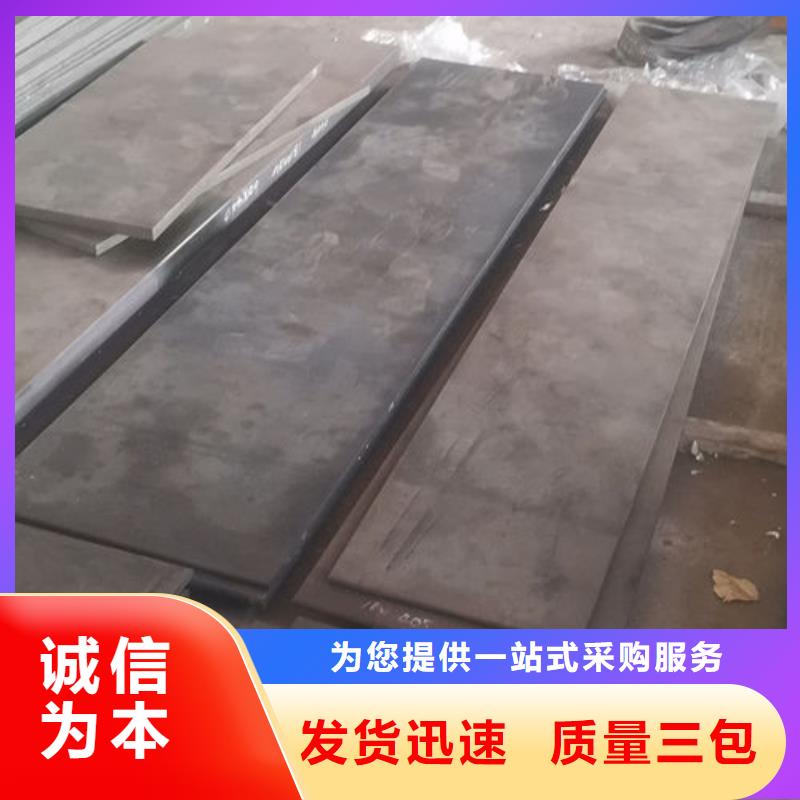
简约不浮华,不简单实用。我们的cr12mov金属热处理现货采购产品视频用直观的方式展现产品的实用性和价值。
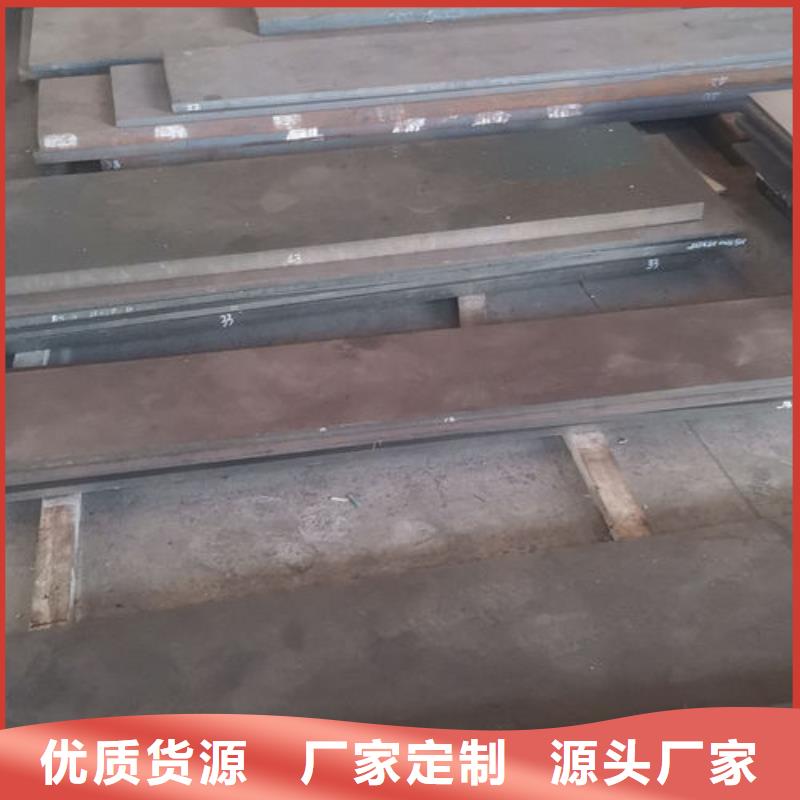
以下是:cr12mov金属热处理现货采购的图文介绍
炬晟特钢全体员工将开拓进取,争创,保质保量的完成每一个 黄石铁山模具热处理产品,我们竭诚为广大客户朋友提供的黄石铁山 黄石铁山模具热处理技术和服务,热切希望同各界朋友建立良好的合作关系,同心协力,共创美好未来!



cr12mov材料工件直径25,1020度淬火,即使是空冷,也可以完全淬透,而不用担心出现不良组织;淬火组织晶界不甚明显,在晶界也看不到析出物,说明冷速足够的,理论上来说淬火不会形成屈氏体。这些黑点的来源,个人认为一是金相制样腐蚀造成的,一是材料不良,可能是微型的缩孔。炉量加料框的话100KG不到,工件之间间隔2CM。主要是工件之间大小不一混装的。时间没办法都兼顾从工艺角度看,这么点东西,直径又小,1020保120分钟有些长,保险起见60-80分钟应该就足够了。个是我刚刚520度出来的金相。多抛了几遍现在基本看不到了。就是这个料心部二次碳化物集聚不是太好。材料:Cr12mov 未球退温度:1020保温时间:120min尺寸:φ25圆棒 真空淬火后低温回火,如图出现类似点状屈氏体



cr12mov现在我们做热做模具钢模具用高温回火,有工程师说回火次数增加会影响模具的红硬性,也就是回火次数多了材料红硬性会降低。第二个问题是回火保温时间越长越好吗可能保温3个小时就可以了,我们保温6个小时会对材料性能有不好的影响吗我们这边的做法是,H13 50公斤以内,没有其他特别处理一般两次回火,时间4小时左右,100-200公斤左右的三次会火。超100公斤的中大型模具要在540度等温一下,回火三次或四次。如果要做压铸模至少三次。一次缓慢冷却.主要是回火时间,太长了会影响寿命。通常采用压淬方式来保证变形小的工件,都是比较薄,且较小的工件;利用其尚在奥氏体状态,塑性比较好的时候,施加压力,使其平整;这种工艺能够较好的解决薄板类工件的热处理变形问题。 太厚,太大的工件,在操作上会有困难,工装也比较复杂;如你所说,其应力变化也比较复杂,不适用此压淬方法。

